2026-05-27
Непосредственная причина выхода из строя механического уплотнения в 80% случаев — это не износ материала, а ошибки при монтаже или неправильная подготовка посадочных мест. В нашей практике мы неоднократно сталкивались с ситуацией, когда дорогостоящий узел, рассчитанный на работу при давлении до 4 МПа и температуре +250°C, начинал течь через 48 часов после запуска исключительно из-за микроскопического перекоса кольца при установке. Замена уплотнительного кольца для вращающегося узла — это не просто механическая операция «снял-поставил», а критический процесс восстановления герметичности, требующий понимания физики контакта поверхностей. Если вы читаете эту инструкцию, значит, ваша система уже показала признаки утечки или находится на плановом обслуживании, и от качества ваших действий сейчас зависит безопасность всего технологического процесса.
Эта статья написана инженерами, которые ежедневно работают с торцевыми уплотнениями в нефтепереработке и химической промышленности. Мы не будем давать общих советов вроде «будьте осторожны». Вместо этого мы разберем конкретные шаги, инструменты, допуски и типичные ловушки, в которые попадают даже опытные механики. Особое внимание уделим специфике работы с современными материалами, такими как PTFE и карбид кремния, которые требуют иного подхода по сравнению с традиционной резиной. Помните: правильное механическое уплотнение должно работать годами без вмешательства человека, но только если оно установлено безупречно с первого раза.
Прежде чем прикасаться к валу насоса или мешалки, убедитесь, что у вас есть всё необходимое. Отсутствие нужного инструмента под рукой заставляет механика импровизировать, а импровизация в работе с прецизионными деталями — прямой путь к браку. Вам потребуется набор накидных ключей (размеры зависят от модели корпуса), динамометрический ключ для контроля усилия затяжки болтов, микрометр для проверки биения вала, нутромер для замера расточки корпуса и специальные монтажные оправки. Не используйте отвертки или зубила для демонтажа старых деталей — это гарантированно повредит посадочные поверхности.
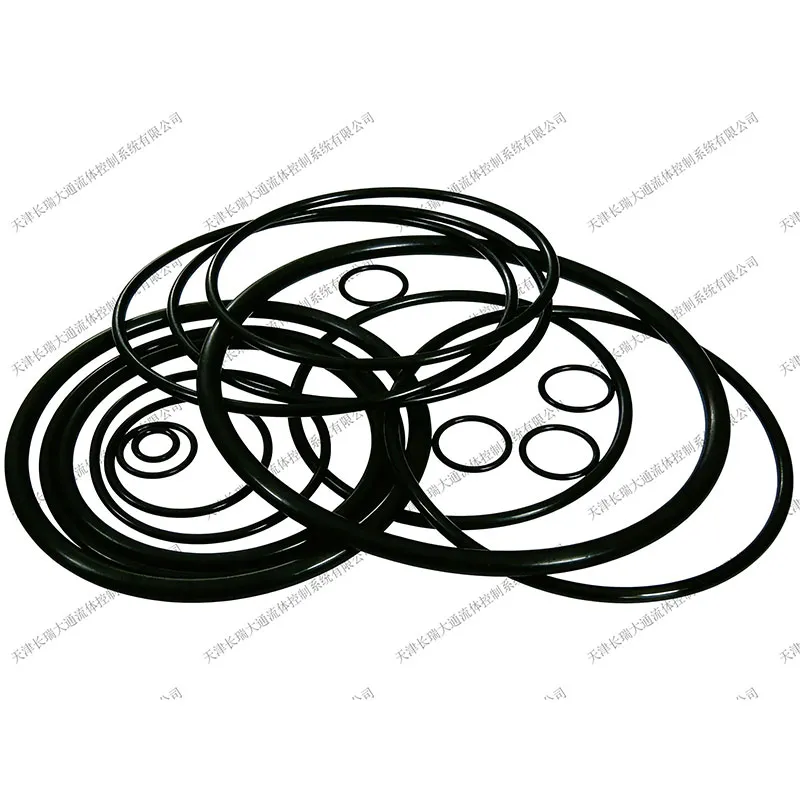
Критически важным элементом подготовки является чистота. Любая песчинка, попавшая между уплотнительными кольцами, превратится в абразив, который за считанные минуты уничтожит полированную поверхность торца. Подготовьте чистую ветошь, не оставляющую ворса, и подходящий растворитель для обезжиривания деталей (ацетон или изопропиловый спирт). Если вы работаете в полевых условиях на открытом воздухе, организуйте временный навес или используйте защитный чехол, чтобы ветер не занес пыль в открытый корпус насоса. В компании ООО «Тяньцзинь Чанжуй Датун Флюидные Контрольные Системы» мы требуем от сервисных партнеров соблюдения стерильности зоны монтажа, так как наши изделия, включая модели серии CR и CRMFLWT, имеют допуски на плоскостность торцов в пределах 0,0009 мм, и загрязнение недопустимо.
Процесс начинается с полной остановки оборудования и сброса давления в системе. Никогда не пытайтесь ослабить крепеж уплотнения, если в трубопроводе остается давление или температура среды превышает 40°C. Это правило безопасности, нарушение которого может привести к травматизму. После блокировки источника энергии (LOTO – Lockout/Tagout) слейте остатки продукта из камеры уплотнения в специальную тару для утилизации. Только после этого можно приступать к разборке.
Не выбрасывайте старое уплотнение сразу. Его состояние расскажет вам о проблемах в системе, которые нужно устранить до установки нового. Если на торцах видны радиальные царапины, значит, в среду попал абразив или произошла работа «на сухую». Если поверхность имеет волнистый износ — это признак кавитации или вибрации вала. Почернение резиновых элементов говорит о перегреве, возможно, из-за недостаточного охлаждения или работы вне расчетного диапазона температур. Понимание причины смерти предыдущего узла поможет вам выбрать правильную модификацию замены. Например, если стандартное резиновое кольцо не справилось с агрессивной средой, стоит рассмотреть вариант с сильфонным уплотнением или элементами из PTFE, которые предлагает наш портфель продукции.
Установка нового механического уплотнения требует ювелирной точности. Даже минимальное отклонение от технологии сведет на нет все преимущества качественного изделия. Мы рекомендуем использовать картриджные уплотнения там, где это возможно, так как они предварительно собраны и отрегулированы на заводе, что исключает человеческий фактор при выставлении рабочей длины. Однако для компонентов, собираемых на месте, следуйте алгоритму ниже.
Одна из самых распространенных ошибок — использование несоответствующих смазок. Применение графитовой смазки или солидола в системах с пищевыми продуктами или в чистой химии может привести к загрязнению продукта и разрушению эластомеров. Всегда проверяйте таблицу химической совместимости материалов уплотнения с вашей средой. Другая частая проблема — игнорирование осевого люфта вала. Если вал насоса имеет значительное осевое перемещение (более 0,5 мм), а установлено уплотнение, не рассчитанное на такие нагрузки (например, жестко зафиксированное сильфонное), то произойдет быстрый выход из строя. В таких случаях необходимо либо отрегулировать подшипники насоса, либо выбрать уплотнение с плавающим статором, способное компенсировать осевые подвижки.
Также стоит отметить важность правильной промывки системы перед запуском. После монтажа часто в камере остаются стружка, пыль или остатки растворителя. Запуск насоса с грязью внутри равносилен намеренному уничтожению дорогого узла. Промойте камеру чистой водой или растворителем, продуйте сжатым воздухом (если конструкция позволяет) и убедитесь в отсутствии посторонних предметов. В компании ООО «Тяньцзинь Чанжуй Датун Флюидные Контрольные Системы» мы включаем рекомендации по промывке в каждый паспорт изделия, так как статистика показывает, что до 15% ранних отказов связаны именно с грязью при старте.
Момент истины настал. Правильный запуск насоса после замены уплотнения так же важен, как и сам монтаж. Никогда не запускайте насос сразу на полную мощность. Начните с кратковременных включений («толчков»), чтобы проверить направление вращения и отсутствие явных механических препятствий. Убедитесь, что система заполнена жидкостью — работа торцевого уплотнения «на сухую» даже в течение нескольких секунд может вызвать термическое растрескивание керамических колец из-за мгновенного перегрева.
После начала постоянной работы внимательно наблюдайте за зоной уплотнения. В первые минуты допускается появление незначительного парения или капельной утечки (для некоторых типов уплотнений это нормально в период приработки), но поток не должен быть сплошным. Если утечка не прекращается через 15–20 минут работы или усиливается, немедленно остановите насос. Попытка «притереть» сильно текущее уплотнение работой приведет лишь к углублению канавок на торцах и невозможности дальнейшего ремонта. Проверьте температуру корпуса уплотнения. Она не должна превышать температуру перекачиваемой среды более чем на 10–15°C. Чрезмерный нагрев указывает на повышенное трение, возможный перекос или работу без смазки.
Используйте свои чувства для диагностики. Слушайте насос: высокий свистящий звук может означать работу с недостаточной смазкой или кавитацию. Глухой гул — признак вибрации или дисбаланса. Осязание также важно: аккуратное прикосновение тыльной стороной ладони к корпусу уплотнения (соблюдая технику безопасности!) даст понимание о тепловом режиме. Если вы чувствуете резкие перепады температуры или пульсацию, это сигнал о нестабильности процесса. В сложных условиях, таких как перекачка сжиженных газов или горячих масел, рекомендуется использовать системы внешней промывки (план 32 по API 682) или охлаждения, чтобы стабилизировать работу узла.
Успешная замена уплотнения зависит не только от качества монтажа, но и от правильного выбора типа механического уплотнения. Универсальных решений не существует. Для агрессивных кислот и щелочей стандартная резина EPDM или NBR быстро деградирует. Здесь необходимы решения с элементами из PTFE (тефлона) или перфторэластомеров (FFKM). Наша компания специализируется на таких сложных случаях, предлагая V-образные уплотнительные кольца из PTFE и композитные прокладки, которые выдерживают экстремальный химический спектр.
При высоких температурах и давлениях, характерных для нефтепереработки, предпочтительны сильфонные уплотнения. Металлический сильфон заменяет резиновые вторичные уплотнения, устраняя риск их старения и загрязнения. Модели типа CR58U или CRWB2, разработанные с учетом стандартов API 682, демонстрируют выдающуюся надежность в таких условиях. Важно понимать разницу между одинарным и двойным уплотнением. Если перекачиваемая среда токсична, взрывоопасна или ценна (дорогие растворители), использование одинарного уплотнения недопустимо по соображениям безопасности и экологии. Двухторцевое картриджное уплотнение с буферной жидкостью гарантирует нулевую утечку продукта в атмосферу, что соответствует строгим нормам LDAR (обнаружение и устранение утечек), в разработке которых участвовали эксперты нашей компании.
| Параметр сравнения | Пружинное уплотнение (Elastomer Bellows) | Сильфонное уплотнение (Metal Bellows) | Картриджное уплотнение (Cartridge) |
|---|---|---|---|
| Применение | Вода, нейтральные жидкости, низкие температуры | Высокие температуры, вязкие среды, кристаллизующиеся продукты | Ответственные узлы, сложные условия, требование API 682 |
| Чувствительность к загрязнению | Высокая (продукты изнашивают резину) | Низкая (нет трущейся резины по валу) | Зависит от типа, но обычно высокая защита |
| Сложность монтажа | Средняя (требуется точная установка длины) | Высокая (требует аккуратности с металлом) | Низкая (предварительно настроено заводом) |
| Стоимость | Низкая | Средняя/Высокая | Высокая (но ниже стоимость владения) |
| Ресурс | Ограничен сроком жизни резины | Высокий, ограничен износом торцов | Максимальный при правильной эксплуатации |
При выборе запасных частей нельзя экономить на качестве материалов. Дешевые аналоги часто используют переработанный графит или керамику низкого сорта, которые имеют скрытые микротрещины. Под нагрузкой эти трещины расширяются, приводя к внезапному разрушению торца. Продукция, сертифицированная по ISO 9001 и соответствующая стандартам ASME B16.20, проходит спектральный анализ и тесты на герметичность гелием, что гарантирует отсутствие скрытых дефектов. Наши инженерные решения, включенные в «Синюю книгу по развитию науки и технологий», базируются на многолетних исследованиях поведения материалов в реальных средах, а не только на лабораторных данных.
Замена уплотнения — это не конец истории, а начало нового цикла эксплуатации. Чтобы следующее вмешательство потребовалось не скоро, внедрите регулярный мониторинг. Визуальный осмотр на предмет утечек должен проводиться ежесменно. Раз в квартал рекомендуется проверять уровень и состояние буферной жидкости в системах двойных уплотнений. Если жидкость помутнела или изменила цвет — это сигнал о проникновении продукта внутрь контура уплотнения, что требует немедленной реакции.
Ведите журнал замен для каждого насоса. Записывайте дату установки, тип установленного уплотнения, причину замены предыдущего и отработанные часы. Эта статистика позволит вам выявить закономерности: например, если уплотнения на определенном насосе живут в два раза меньше, чем на аналогичном, возможно, проблема не в уплотнении, а в состоянии самого насоса (вибрация, кавитация, плохой фундамент). Анализ таких данных помогает перейти от реактивного ремонта к предиктивному обслуживанию, экономя миллионы на простоях производства.
Несмотря на подробность этой инструкции, существуют ситуации, когда самостоятельный ремонт нецелесообразен или опасен. Если речь идет об уникальном оборудовании, высокоскоростных турбокомпрессорах или системах с радиоактивными средами, доверьте работу сертифицированным специалистам. Компания ООО «Тяньцзинь Чанжуй Датун Флюидные Контрольные Системы» выступает не просто поставщиком, а технологическим партнером. Наши инженеры готовы провести аудит вашей уплотнительной политики, предложить оптимизацию парка запчастей и обучить ваш персонал методикам LDAR. Наличие более 50 международных патентов позволяет нам решать задачи, которые кажутся неразрешимыми для стандартных подходов.
Замена уплотнительного кольца для вращающегося кольца — это задача, где дьявол кроется в деталях. От чистоты рук монтажника до микронной ровности торца — каждое звено этой цепи влияет на итоговый результат. Следуя описанным шагам, используя правильный инструмент и выбирая качественные компоненты, вы сможете обеспечить герметичность и безопасность вашего производства на годы вперед. Не забывайте, что механическое уплотнение — это сердце насоса, и его здоровье определяет здоровье всей технологической линии.
Мы призываем вас не относиться к замене уплотнений как к рутинной процедуре. Каждое вмешательство — это возможность улучшить систему, внедрить более совершенные материалы и повысить общую эффективность предприятия. Если у вас возникли вопросы по подбору аналогов, необходимости модернизации узлов или вы хотите получить консультацию по специфическим условиям эксплуатации, наша команда экспертов готова помочь. Свяжитесь с нами сегодня, чтобы обсудить ваши задачи и найти оптимальное решение, подтвержденное международными стандартами и реальной практикой. Для получения дополнительной информации о наших продуктах и услугах посетите страницу каталога механических уплотнений, где представлены подробные спецификации и схемы установки.